

[汽车之家 工厂探秘] 我们前阵子参观了上汽大众南京工厂,这回则是长沙工厂。同一个品牌,不都是同一套标准吗?这还有什么看头呢?

第一,它是上汽大众最新的工厂,自动化程度最高;第二,它是上汽大众八个工厂里最环保的;第三,它是途安L的生产地。这能让您感兴趣了吗?

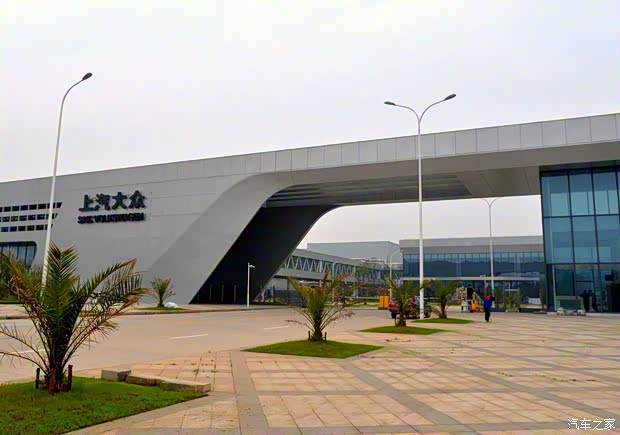
上汽大众长沙工厂于2015年5月建成投产,总占地面积为168万平方米,规划年产能30万辆。目前,在这里生产的车型为途安L和朗逸。

冲压车间占地面积约4万平方米,车间配备有2台试模压机,一条自动化开卷线和2条高速自动冲压线。整个车间只有198人,分为两班倒。

落料开卷线可看做是每辆车诞生的起点,卷料以后都会成为汽车的钢筋铁骨。而这些卷料都是耐腐蚀性高的镀锌钢板,由宝钢、浦项等厂商提供。

设备由德国舒勒公司提供,最高冲次可达75次/分钟。卷料在这里通过开卷、清洗、校直、落料等步骤剪切为形状各异的料片,以供后续的生产。

8100吨冲压线主要冲压四门两盖这些大部件,和南京工厂一样,整线由六台压力机组成,可完成拉延、冲孔、修边、整形在内的6个工序的生产。

两条冲压线的最快冲压速度能达到每分钟15件,这个效率跟我们此前参观过的长安福特、广汽菲克以及广汽丰田国内主流合资品牌工厂相当。
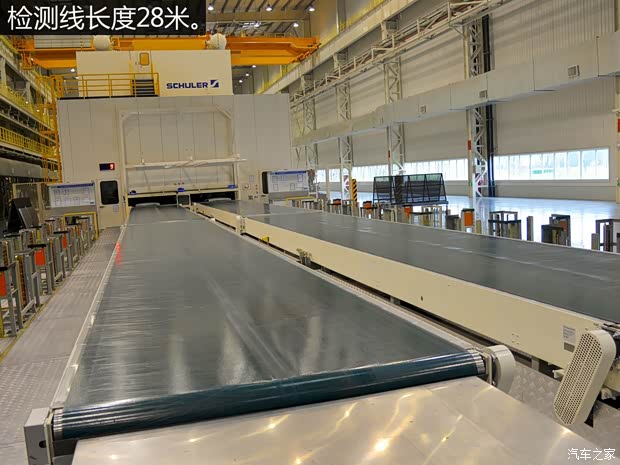
冲压线尾端的质检线长达28米,这是目前为止我们参观过的工厂里最有意思的地方之一。厂方声称这样可以让人员有相对充裕的时间进行检查。

它的生产区域的屋顶高度与线尾区域有落差,高度分别为19.1米和9米。这种设计是考虑到线尾区域不需要安装天车,通过降低高度,节约成本。

两条生产线都配有整体隔音罩,能有效的进行吸音降噪,可将噪音降低到85分贝以下,而85分贝也就是一个人站在闹市区的感受。

冲压车间冲压后的零件,将运送到隔壁的焊装车间进行焊装。上汽大众途安L采用4种焊装工艺,分别为点焊、气体保护焊、螺柱焊与激光焊接。

首先是车身底板焊装,主要通过自动焊装线进行,辅以人工补焊。人工补焊能够焊接到自动机械臂难以焊接的地方,并在关键部位进行强化焊接。
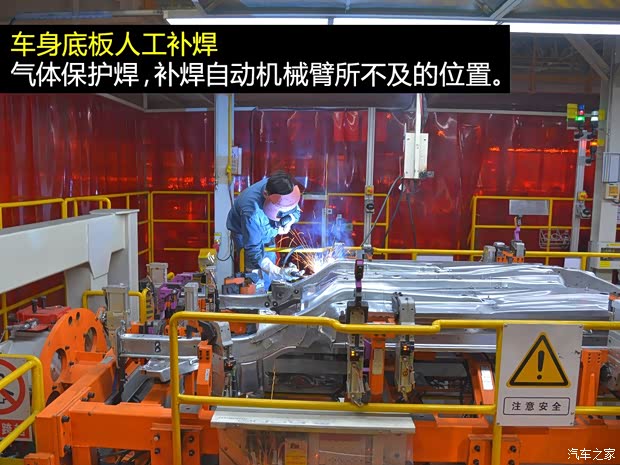

人工补焊不仅包括点焊,还有气体保护焊。在焊装完毕后,为保证人员安全,工作人员需离开光栅监测区域,才可以运送焊装件进入下一道工序。

上汽大众途安L在车顶、门槛与落水槽部位采用激光焊接工艺。激光焊接工艺形变小,具备良好成型效果。由于激光伤眼,故需通过摄像头进行监测。

由于在焊装线中有一部分混线焊装,故在每个底板总成上会有标识卡片,用于识别不同车身,并采用不同焊装零件与工艺。

分装焊接完毕的各部分零件(如四门两盖、车顶和车身侧围)将与车身底板进行总拼接焊装,这一步是在总焊装线上进行。

AGV小车通过电磁引导装置,沿规定引导路径,实现一定程度上的运输自动化。在遇到障碍时自行停止,并对货架缓冲,防止零件损伤。


最后一步,质检员(MQ)会对焊装成品进行平整度与强度等方面的质检,并且还会随机抽检一部分进入Audit工位进行细致检查。

总装车间面积超过10万平方米,相当于15个标准足球场的大小。这里分为生产装配流水线区域、下线检测区和物料区,生产节拍为60JPH。

总装车间的生产流程与其它工厂没有区别,依次是内饰线、底盘线、终装线以及检测线。而与其它合资品牌的工厂相比,设备、细节略有区别。

如果作业时发现有异常,工人可以立马按下工位上方的按钮。其中,红色按钮代表紧急,必须停止生产处理;灰色代表非紧急,可暂缓处理。

流水线工位上使用白色吊架运输车辆,它可按照预先设置好的高度数据,识别不同车型、工位,根据工艺的需要,自动调整高度,降低员工疲劳程度。

我们可以发现,工厂在细节处理方面还是很讨巧的,例如它地面上的传送带有的比较宽,而有的就比较窄,既节省成本又更环保了。

玻璃黏贴黑胶采用库卡(KUKA)六轴机器人自动喷涂,保证了每一块玻璃黏贴黑胶轨迹的一致性和稳定性。涂完胶的玻璃再由人工搬运装上。

这里有80辆AGV小车,是目前上海大众所有工厂中最多的车间。它极大的提高了工作效率,另外,降低物流成本在这里也得到了充分的体现。

为了降低工人作业时的疲劳程度,车间还在一些工位配备了可移动的椅子,让工人可以坐着进行作业,这在看似比较随意,却又很贴心。

在完成所有装配后,质检员会用专业检测电脑对电气系统进行初步检验,所有的电气设备都在这个工序完成一次自检程序,确保没有故障。

通过电气检测线后,车辆将驶入下线检测区。在这里每一台装配下线的车辆都将经过13道检测程序,包括四轮定位、灯光调整、转毂及淋雨测试等。

淋雨测试环节配备了先进的雨淋循环系统,雨淋水流入回收区到达循环区,再通过过滤泵到达清水区,最后通过上水泵重新对车进行清洗,很环保。

长沙工厂十分注重环保,设备也更先进,自动化率达到86%。即使与主流的合资品牌工厂相比,作为全新工厂的它也能位于前列。(文/图 舒宁)
京ICP备09113703号-1
信息网络传播视听节目许可证: 0110553
广播电视节目制作经营许可证
公司名称:北京车之家信息技术有限公司
中央网信办违法和不良信息举报中心
违法和不良信息举报电话:400-868-5856
举报邮箱:jubao@autohome.com.cn