● 焊装成型线:
在完成底板的焊接之后,在此生产线上东风雪铁龙C5将完成车身顶盖和底板的整合焊装,经过人工预装之后,东风雪铁龙C5整个车身的成型焊装是由多个机器人完成,工厂称之为“柔性化车身成型工位”。

『此处的机械手是用来给车顶涂胶,进行预装的』

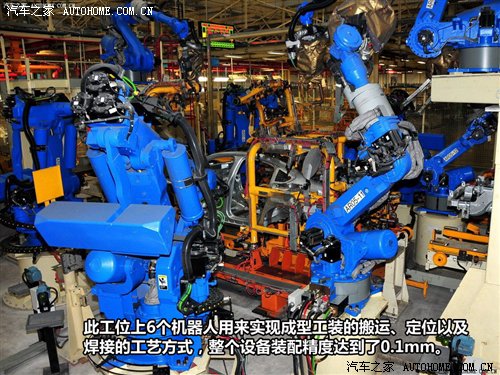
此车身成型工位是CFER的“BODYFLEXOR”技术。此工位上配有6个机器人,这6个机器人用来实现成型工装的搬运、定位以及焊接的工艺方式,据厂商介绍,车身的装配精度是依靠该工位的成型工装来保证的,机器人起到将4个工装拼装连接的功能,4个工装之间以及与底座的连接是依靠AMF专用琐头固定的,该产品是德国一家公司与CFER共同开发的专利技术,锁头连接的装配精度达0.1mm。这样的多个机器人同时定位的方式在生产线柔性化和成本方面有很大的优势,且目前国内外仅ABB公司有类似技术。
另外这些机器人不是只能焊装东风雪铁龙C5这一种车型,而是可以完成3种车型的焊装,只要换上不同的工装即可实现,其工位的柔性化做得很好,而且我们也能看见旁边已经有了新车型的工装。

在成型工装之后,东风雪铁龙C5的车身就已经基本成型,在此生产线上我们看到了一个密封的工位和几个机器人在对车身焊点进行大量的补焊工作,看到这你一定会问:为什么之前那么多工位都在焊接,最后还要补焊呢?

原因是在之前的每个工位上所焊接的点是定位或者车身成型的关键位置。而大量的焊点的焊接都在这里完成,一方面是节省时间,另一方面是车身除了点焊还会用到MIG焊、MAG焊等焊接技术,这些焊装对人体是有伤害的,需要集中在此做好相应的防护,这样同时也节省了成本。

说了这么多,我们不禁有个疑问,到底东风雪铁龙C5的车身有多少个焊点呢?工程师的答案是:东风雪铁龙C5车身上的普通焊点为3400多个,包括螺柱、密封焊点在内一共4700多个。

『此处空出来的工位是应该为新车型预留的』
补焊工位之后,所有的焊接工作已经结束。值得一提的是,在工厂内采用的焊点精确度检测系统是“激光三座标在线测量系统”,该系统是二工厂焊接工艺先进的环节之一。采用高节拍移动测量,并保证了0.25mm的精度。同时采用在线检测的好处是,一方面节省时间,不用下线检测;二由于其底座可调,其比固定式检测系统的柔性化更强,可随时随意更改程序。

『在线激光三座标检测』
该系统可对每台车75个测量点进行活动式激光在线测量,保证100%检测,1台车型达到19分钟的循环检测时间。该检测设备共有4台机器人,4个活动探头、2个固定探头。该设备是第一次由神龙公司和国内在线检测公司共同研发的项目,设备的自动化和机器人的轨迹两方面都属自主研发。


 加载中
加载中







