● 调整装配线:

在经过焊点的准确性和强度的检测之后,车身从空中下来进入调整线,在调整线上主要完成的工作是四门两盖的安装(车门、发动机盖、后备箱盖)。其采用框板链方式,工作人员在框板链上和车辆及安装工具同步移动,减少了劳动强度。在之后的总装车间,也采用了此运输方式。

『在调整线的后方,运送方式采用框板链方式,方便工人操作』


『工人在安装行李厢盖』
据工程师介绍,调整线上采用的工装夹具的设计严格按照PSA160和167标准,分9个步骤对夹具进行严格控制,以保证安装的精准,同时打紧工具全部采用的是进口设备,和法国工厂完全一致。同时在装配线两旁,还放有夹具样板和打紧工具的检测器件,方便随时检查安装是否合格。

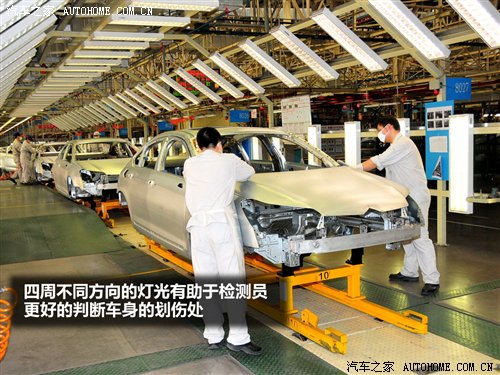
“四门两盖”的安装结束之后,就是采用“光通道”工位对外观的检查,多方位照明保证操作员更清晰的观察车身表面,经过检查合格后,完整的东风雪铁龙C5车身就诞生了。最后我们来贴近东风雪铁龙C5,近距离来看看其内部结构吧。

据随行工程师介绍,东风雪铁龙C5车身上最高采用了1800兆帕和1600兆帕的高强度钢,应用在B柱等部位,使用率占2%左右;500-780兆帕的钢板使用率为15%,强度为400MPa-500兆帕的钢板使用率为37%。


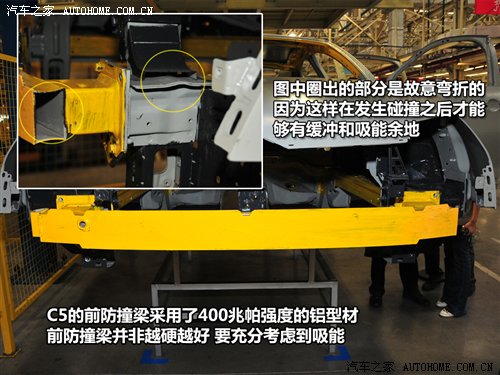
网友最关心的防撞梁的个数和强度问题,工程师也一一给予了解答:其中前车门中镶嵌1道侧面加强梁(车门里板上加强筋板)和1道垂直加强梁(车门侧防撞杆);后车门采用1道垂直加强梁(后门侧防撞杆);B柱一共有四层,其中也采用了1600-1800兆帕特种钢材。

侧面车身采用的为四层钢板,侧围外层用的200兆帕,第二层500兆帕,第三层1600兆帕,第四层500兆帕。整个东风雪铁龙C5车身采用了70%的双面镀锌钢板。而在车身底板上针对正面碰撞设计了6道加强梁,将撞击向后向侧面分散;针对侧面撞击设计了5道加强梁。


『东风雪铁龙C5车身底板加强梁示意图』
到此,我们详细了解了东风雪铁龙C5的整个焊接过程和其车身结构特点,相信大家对接下来的C5的总装也更有兴趣了吧。在下一篇中,除了总装车间的点点滴滴,我们还将和大家一起分享第二工厂气味实验室、试车场中东风雪铁龙C5的表现,千万不要错过。(文/汽车之家 曾晓云 图/孙涛 曾晓云)
点击下面链接查看东风雪铁龙C5的试驾文章:
只为舒适而生!试驾新一代国产雪铁龙C5
//www.autohome.com.cn/drive/200912/81593.html
舒适到刚刚好 测试雪铁龙C5 2.3L尊雅型
http://www.autohome.com.cn/drive/201002/94118.html


 加载中
加载中







